
シリコーン型の中で空気がスムーズに抜けるルートを計算して本体の微妙なアングルを決め、その本体に、手回しのボール盤で垂直に2mmの穴を開けます。その穴に2mmの銅線を差し込み、逆側に銅の重りを付けます。銅にしたのは極力比重が重くて、なおかつある程度加工が可能な硬度であること。銅は比重が実は鉄よりも重いということと入手しやすいので銅の立方体にしました。この銅が重くないと写真のようなことをしたときに倒れてしまうため、なるべく重いほうがよいです。実際のシリコーン型では、これが180度回転して、今の銅の重りが湯たまりになり、銅線が湯口になって樹脂を注型することになります。
文字での説明だとあかりにくいですね。プロセスが進むと
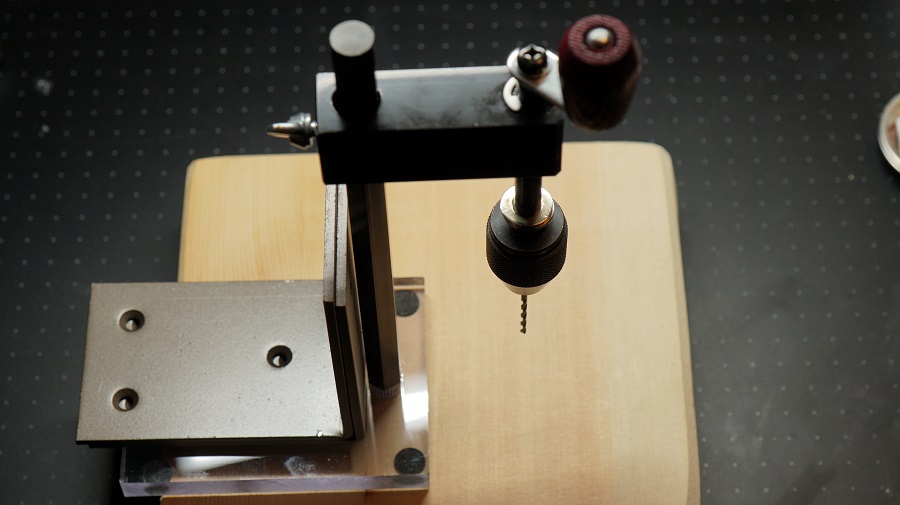
この写真が手回しのボール盤です。これで微妙なアングルの本体に、ずれないように垂直に穴をあけます。