●最新の手法で制作した、プロセスを動画でご紹介します。
特徴はシリコーン型を2分割で作る両面型ではなく、後から分割する方法です。
●かつての「両面型」による制作プロセスをご紹介します。
ここからは動画から抜き出して、詳しく説明します。
●ベース造形

全体の「動き」を考えながら大きなフォルムを作ります。
「体をひねってこちらを見あげてる感じ」や「前の片足は少し浮かせている感じ」とか、またそもそも体の大きさや、アタマと体のボリューム感のバランスなど、全体の印象に大きく関わるフォルムを決めます。後からではほぼ絶対修正できないところなので非常に重要なプロセスです。実際、この作品「なにか?」では初めに作ったフォルムのアタマが少し小さいかなと感じ、一度焼成したものを再度作り直したりもしました。
使用している粘土は「グレースカルピー」という樹脂粘土で、オーブンで焼成すると硬化する非常に便利な粘土です。乾燥で硬化しないため納得いくまで造形作業ができます。
●細部の作りこみ

焼成する前にできるかぎり細かいところまで作ります。
焼成して硬化させると基本的にはもう大きな動きは変更できないので。しかし硬化させないと、少しツメが触れただけでもキズが付いてしまったり、ある部分に集中していると他の場所を変形させたり、細かくなるほど全体が動いてしまうのは作業しにくいため、その限界にきたところで焼成します。
●焼成

オーブンで焼成し硬化させます。
私の場合は130度で15分。焦げるのを避けるためアルミホイルでカバーをします。焼成は何度でもできるようで、例えば一度硬化させた後、新たに硬化していない粘土を加えても再度全体を焼成すればそのぶんも一体化します。このスカルピーは「盛ること」も「削ること」も何度でもできる、とても便利なマテリアルです。
なおこのスカルピーの焼成のためのオーブントースターは、食品用とは別にこの作業専用で使用しています。さすがにトーストも一緒だと家族から文句が出るので。
●細部のフォルム制作

硬化したら、よりディテールの造形を進めます。
写真は足の、いわゆる肉球の造形です。はじめにニードルでラインを掘り、その後、肉球の周辺を細い彫刻刀で彫り下げています。ほんの少し段差ができることでツライチを避け、浅いけど空間的なフォルムになり、よりネコの足のニュアンスが感じられるようになります。 ここは作品の代により手法が少し違うものもあります。今はこの手法が良いかなと考えてます。非常に小さく複雑な形状のため、実は純粋にフォルムだけの問題ではなく樹脂注型したときの気泡の有無にも関わるため、フォルムの視点と実制作上の視点と両方を考えながら作る必要があります。
●アセトンで表面処理
アセトンで小さな傷や荒れぎみのところを整えます。
アセトンでスカルピーがわずかに溶けるため、細かい所や複雑なところにに塗り、表面をある程度均します。やりすぎるとフォルムが甘くなるので注意しながら。しかし溶かして均しても面の凹凸が平らになるわけではないので、まさに表面処理です。形状を均すならヤスリなどで作業しないと形状は均せません。なおアセトンはネイルなどの除光液のひとつらしく、ネイル用品としても100%アセトンというものが普通に入手できます。
●フォルムをさらにツメます

原型造形の最終段階。
フォルムの最終的な仕上げは金属ヤスリやサンドペーパーを中心に、微細な傷も極力なくなるように仕上げていきます。この仕上げの面の出来がかなり直接、樹脂注型でも反映されてしまうので、ここも気をぬけない重要プロセスです。写真の ようにナイフや彫刻刀など刃物の跡は独特の形状になるため、その後必ずサンドーペーパーで浅いエッジも残らないなように曲面に仕上げる必要があります。

塑造・造形としてほぼ完成です。
この後は表面状態を作るサーフェイサーや、ヒゲ彫り、で完全に原型完成になります。
●サーフェイサー塗装

表面の粒状性を均一にします。
最終的、という表面の手触りを「サラサラ」にするために、サーフェイサー塗装で適度なザラつきを作ります。これで樹脂注型の後の最後の仕上げにサンドペーパーを当てると狙った手触りになります。またサーフェイサーは本来の役目としても「目止め」細かい傷を埋める役目も担っています。なお私はサーフェイサーもいろいろ試して今はGSIクレオスさんの「Mr.サーフェイサー500」を使用しています。この粗めの粒度が非常に良い感じのマット感があり、私のイメージにかなり近いです。
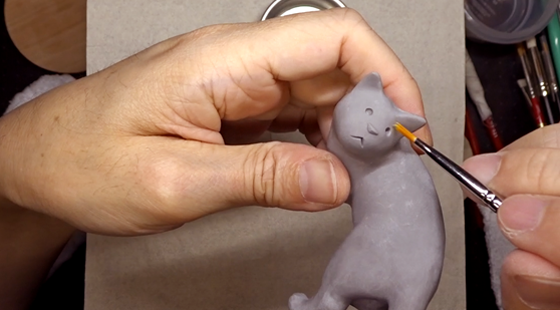
●ヒゲを彫る

ヒゲはシャープに表現されるよう最後に彫ります。
ヒゲはなるべくシャープに出るよう、サーフェイサー塗装の後から彫るようにしています。 非常に細い三角刀で彫るのですが、一発勝負な感じなのでけっこう彫る時には緊張します。
●ここからシリコーン型作り準備

2分割型のシリコーン型を作るため、まず片面の準備。
ここから樹脂注型(レジンキャスト)のためのシリコーン型を作ってゆきます。シリコーン型は2つに分離できるように半分づつ作ります。まずは油粘土で原型の半分を埋めていきます。この時、分割の境目になるパーティングラインに沿って油粘土で埋めるのですが、原型と油粘土の間に隙間があると正確な型にならないため、非常に精密に埋める必要があり、このプロセスはとても神経を使うところです。
また型作りの時に、最終的な樹脂注型のことを考えて型の中でネコがどのような向きに埋めるかをよーく考えて作る必要があります。それは樹脂注型の時に空気がどう逃げるか、また樹脂が硬化する時に出る微細な炭酸ガスの気泡が抜けやすい向きか、万が一微細な気泡が残っても顔の表情や足の肉球など複雑なフォルムやデリケートな部分を避けるような向きにするなど、とても多くの計算が必要で、考える負荷の高いプロセスです。
さらにさらに今回の「なにか?」は、原型の形状も型づくりがとても難しい形状で、2分割と言っても半分でパカッと割れるようなシンプルなものではなく、かなり3次元的なパーティングラインとなり、そのため型もかなり複雑な形になりました。しかしここで苦労したぶん樹脂注型での成功率が高くなるはずです。しかしここまで複雑な型は今までの作品でも一番かもしれません。
なお、この複雑な形で、なおかつ原型と油粘土との間に全く隙間を作らず精密な作業をするために、全体の囲いの壁をダイヤブロックで作っていきます。これは樹脂造形の世界ではポピュラーな方法らしく、私も初めに知った時は、なるほどねーと感心しました。しかし実際に部分的に壁を増減できるなど非常に合理的で便利な方法となっています。
●型づくりの準備を進める
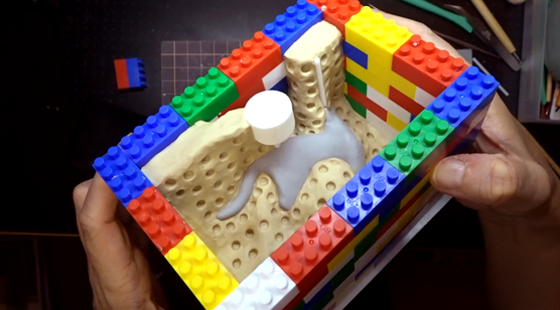
ダボ穴、湯口、エアベントなど、型の設備を加えます。
パーティングラインを正確に油粘土で埋めたら、シリコーン型同士がぴったり合うようにダボ穴というものを付けたり、レジンを注ぐ入り口になる湯口用のスペースを埋め込んだりします。今回は型の上から注ぐトップゲート方式です。別の方法では、型の下からレジンが入り空気が抜けやすいアンダーゲート方式もありますが、今回はそもそも分割が複雑なため、型の構造がシンプルなトップゲート方式にしました。 さらに空気が抜けきれない形状の部分には通気口、エアベントを加えます。
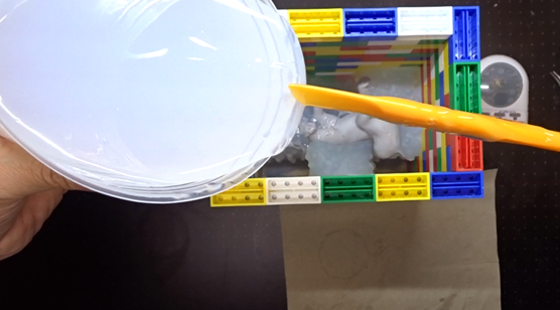
●シリコーンを注ぐ1
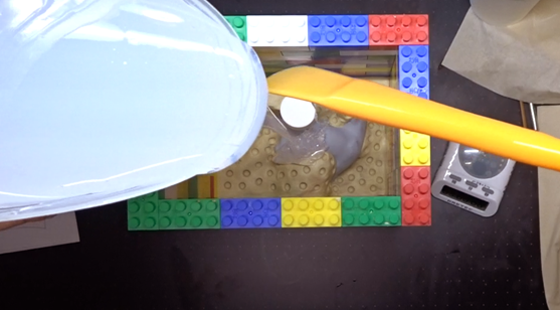
型の半分を先行してシリコーンでつくります。
私は少し高価ですが透明タイプのシリコーンを使っています。これは型ができたときに原型の位置がわかるので、後から何か型の調整が必要になった時に加工しやすいためです。 このシリコーンは完全硬化には24時間かかり、作業時間は20分くらいなので、あまり慌てずに作業ができます。なお余談ですが、シリコーンはシリコンとは違うらしいです。あまり詳しく調べていませんがシリコンバレーはシリコン、この型に使っているのはシリコーン。英語の綴りも違い、別の物質名らしいです。なので私もシリコーンと音引きを入れるようにしています。
●真空脱泡機 登場

真空状態を作り気泡を強制的に排出させます。
真空脱泡機の登場です。本来は樹脂注型(レジンキャスト)の時の気泡抜きに大活躍する機材で、シリコーン注型にはそこまでしなくても問題ないケースも多いのですが、せっかくなので使ってます。そしてこれで脱泡しておくと安心で、まったく気泡のない型ができます。なおこの真空脱泡機、私はTASCOの150RDという、まあ自分で購入できる範囲では最大の排気能力のものにしました。そのためそこそこ音も大きいので、防音ボックスをスチレンボードとウールボードを重ねて作り、その中に入れています。なお真空脱泡機は構造上どうしてもオイルミストという油の湯気みたいなものがそのたびに少しづつ出てしまい、放置しているとおそらく部屋中が油っぽくなるらしいので、これも排出口を覆うスペースからホースをつないで室外へ出す仕掛けを作りました。これは、そのような事をされている方をネットで拝見し、なるほどと自分でも真似てみました。
●シリコーン型2 逆の半分を作る

反対面のシリコーン型を作ります。
透明シリコーンの完全硬化は24時間かかるので翌日の作業になりまが、片方のシリコーンが硬化したら油粘土をきれいに取り除き、逆側のシリコーンを後から分離できるように離型剤を塗り、そしてもう片方のシリコーンを流します。
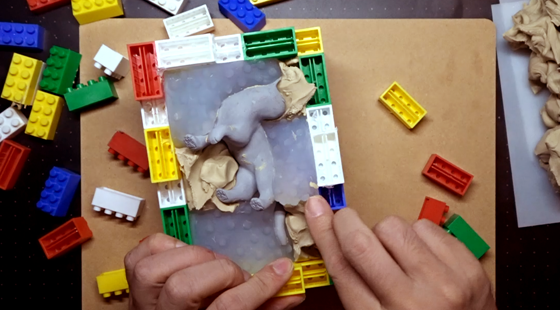
●シリコーン型完成

シリコーン型が完成し原型を抜き出します。
原型はとても有機的なフォルムなため、たい焼きのように容易にシリコーン型から原型を取り出せることは少なく、けっこう抜き出しにも原型に力がかかります。そのためしばしば抜き出すときに原型が折れたりします。今回も尻尾、足が折れ、ミロのビーナスのようなトルソになってしまいました。しかしシリコーン型さえきちんとできれば、樹脂(レジン)は硬化すると非常に硬いので全く問題なく抜き出せます。折れた原型は接着剤で修理しておきますが。
●樹脂注型(レジンキャスト)準備
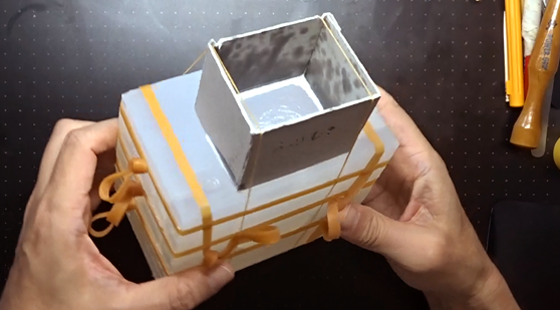
シリコーン型を固定して注型の準備をします。
いよいよレジンキャストです。真空脱泡機を使うためレジンが沸騰状態になり実際の容積より、一時的に大きく噴き出すためシリコーン型の湯口よりもさらに上にボール紙で囲いを付けます。
●樹脂注型、真空脱泡

樹脂を注ぎ真空脱泡機で気泡を抜きます。
真空脱泡機は庫内の容積が小さいほど速く真空になるのでシリコーン型の体積以外の空間はなるべく詰め物で容積を減らします。樹脂は180秒硬化タイプですが、注型、真空化、脱泡、圧力戻しなど、一連の作業をするにはギリギリの秒数で、ホントに数秒を争う段取りが必要です。かなり集中力のいる作業です。そしてこの作業が作品の完成度に非常に影響が大きく、逆にその回ごとにうまくいったり、いかなかったり、とても流動的な作業です。そのため注型、1回ごとに樹脂の量や、真空脱泡の秒数などを記録し、1回ごとに「次はこうしてみるか」と調整しながら、だんだん安定して成功打率が高くなっていきます。
●硬化 本体完成

レジンの硬化開始が180秒くらいですが、実際に硬化して抜き出せるようになるには15分後くらいです。しかしまだその時間だと硬化したてで少し柔らかさが残っています。その柔らかい時間を利用して複雑なフォルムを型から抜き出します。完全に硬化してからだと抜き出すときにシリコーン型に力がかかりすぎて、型の寿命が早くなってしまうので、これも適度なタイミングの数分間の間に抜き出す必要があります。しかし硬化直後の樹脂はかなり熱いので、取り出してパーティングラインのバリを仮削りしたり、湯口やエアベントをニッパーで切ったりするにも、手袋をしないと熱くて、何度も素手で持っていると低温火傷をしそうです。
●表面仕上げ1


リューター、サンドペーパーで納得いくまで長時間の仕上げ作業。
抜き出した作品は、1点ごとにかなりの時間をかけて仕上げをする必要があります。まずはパーティングラインを削りますが、単にバリというだけでなくほんの0.数ミリで面のズレがある場合はかなり広範囲に面を合わせるよう削る必要があります。また原型のサーフェイサー塗装の時に想定した「触ってサラサラ」の表面にするために、ほぼ全表面を粗目のサンドペーパーでヤスる必要があります。これがけっこう時間のかかる作業になります。しかしこのサンドペーパー仕上げをすることが「型から出しただけ」の質感とハンドクラフトの1点づつ仕上げた質感の良さの大きな違いになるように思います。またレジンは硬化する時にやけどするくらい高温になるため、それを繰り返すとシリコーン型にもダメージがあり、だんだんシリコーン型の内壁も硬くなってきて最後はポロポロと壊れてきます。そのためだいたい1つのシリコーン型から可能なレジンキャストは20点前後くらいと言われています。
●完成

目には、ステンレスの球を使っています。ここも様々な材質を検討、テスト中ですが、今のところこのステンレス球がもっともしっくりきています。この目を入れて完成となります。